Isolated PXI Analog Output or Thermocouple Simulator for Real-World Stimulus?
July 20, 2026
Picture two test engineers working in the same aerospace lab. The first, Maria, is building a functional tester for an avionics controller. Her DUT..

5 Ways High-Density PXI Waveform Generators Improve HIL Validation
July 6, 2026
You're at a test bench late on a Thursday afternoon, building a hardware-in-the-loop (HIL) system for a new industrial controller. The test plan..

Switch Path Manager: Simplify and Accelerate ATS Signal Routing Software Development
June 22, 2026
Signal routing can be one of the most time-consuming challenges in building an Automated Test System (ATS). When your switching hardware spans..
Resolver Simulator vs. FPGA: Choosing the Right Solution for Test Systems
March 9, 2026
Engineers choosing between Commercial-Off-The-Shelf (COTS) resolver simulators and custom FPGA solutions must evaluate maintenance, cost, and..

Maximize ATE Performance with Our Compact 12-Slot LXI/USB Chassis
November 17, 2025
Automatic Test Equipment (ATE) systems face constant pressure to deliver higher performance while occupying minimal floor space. In production..
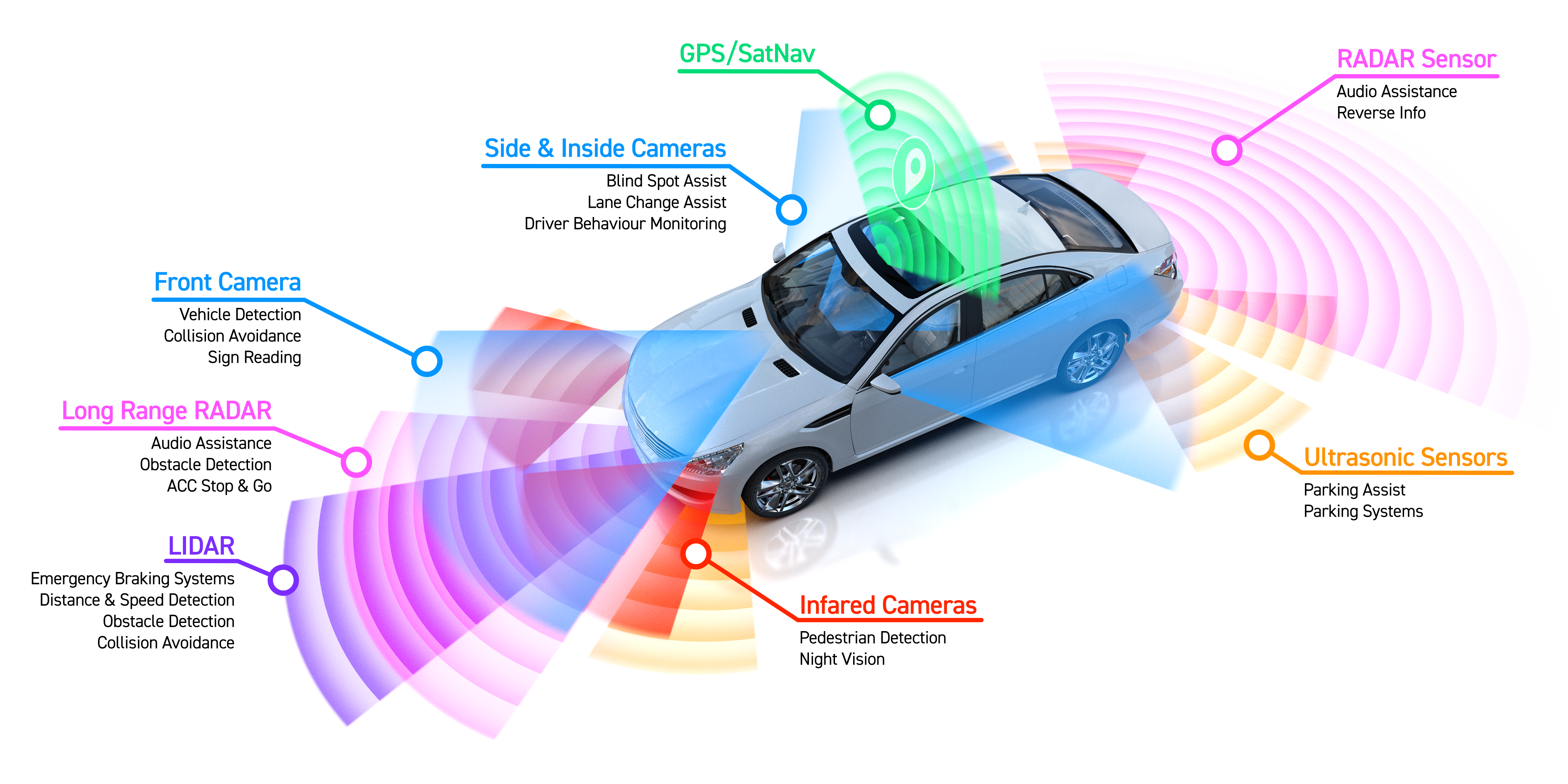
Fault Insertion Testing for 10GBASE-T1 Ethernet in ADAS Modules
October 22, 2025
The automotive industry has aimed for active vehicle safety for over 40 years. Features like ABS (Anti-lock Brake System), adaptive cruise control,..

From Lab to Production: Scalable LXI Solutions for RF Testing
September 23, 2025
As a long-time member of the test and measurement community, I have seen firsthand the persistent challenges that test engineers face. Your role is..

Migration from VXI to PXI Testing Systems – A Practical Comparison
June 26, 2025
In today's rapidly evolving technological landscape, transitioning from VXI (VME eXtensions for Instrumentation) to PXI (PCI eXtensions for..

Best Practices to Accelerate RF & uWave Testing
November 18, 2024
As an established engineering company specializing in switching and simulation solutions for test and measurement, we’ve encountered numerous..

4-20 mA Current Loop Simulation in ECU Validation (Part 6 of 6)
August 20, 2024
Before we conclude our series on sensor simulation in ECU validation with an exploration of current loop simulation, let's quickly revisit our..

